-

河北大恒重型机械有限公司
主营:数控龙门铣床,龙么数控加工中心,数控龙门光机 - 15030752358

河北大恒重型机械有限公司
主营:数控龙门铣床,龙么数控加工中心,数控龙门光机 8
8
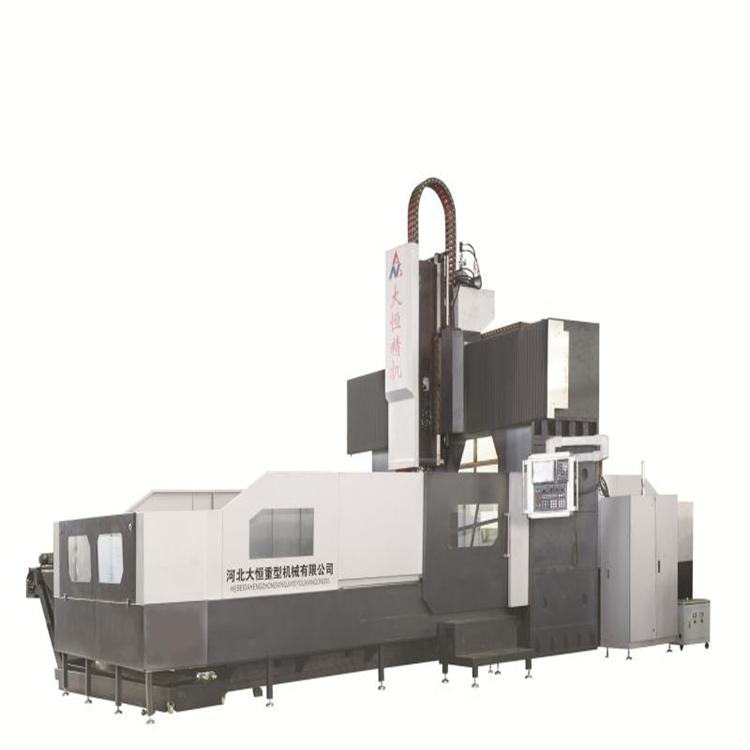
数控龙门铣床、数控龙门加工中心、数控龙门光机以及各类数控铣床,机床结构特点:固定式床身、工作台移动;主轴箱随溜板上下移动; 亦可沿横梁左右移动实现三轴联动;配置22KW主镗铣头。 机床主铣头具有铣削、镗削、钻削、锪孔等功能,适用于机械、钢铁、 能源、汽车、航空航天、兵器、船舶等行业的大、中型零件的加工。 配备附件铣头后可实现工件的一次装夹,安装直角铣头可五面加工, 一机多用,提高了工件的加工效率。 二.主要技术参数和配置清单如下: 序号 名称 品牌 备注 1 排屑机 沧州盐山 双螺旋+提升机+集屑车 2 铸件毛坯 大恒HT250 树脂砂铸件经两次退火处理 3 进给电机 发那科α电机 X轴扭距38*4NM,Y.Z轴扭矩30*3NM,Z轴带抱闸。三轴加精密减速机。 4 主电机 发那科α电机 22KW 5 系统 发那科OIMF一包 可铣、镗、钻、扩、铰等功能 6 防护罩 沧州盐山 工作台不锈铁和横梁风琴工外防护,机床半封闭防护罩。 7 丝杠 日本THK研磨丝杆C3级 X轴10020,Y轴6310,Z轴6310 8 轴承 日本NSK 等级P4 9 贴塑 闽台MSK 10 限位 **编码器 11 电器柜加安装 沧州盐山 操作面板分开 12 铸件粗加工 大恒 二次回火 13 主轴箱导轨磨淬火 大恒 淬火硬度HRC48以上。 14 装配 大恒 装配温度10摄氏度以上 15 润滑泵 河谷 带分油泵 16 垫铁和螺栓 大恒 每台一套 17 主轴 健椿 BT50,外径190短鼻端,直连主轴 18 气动元件 SMC 19 同步带轮 沧州盐山 20 安装调试 大恒 21 平衡配重 无锡德月 氮气 22 机床结构图 大恒 提供机床结构图、做为验收依据,按照精度验收表验收、提供地基图 序号 明细 序号 明细 1 数控系统:发那科(配手轮) 8 Z轴氮气平衡系统 2 主轴皮带传动并加意大利BF减速机1:4 9 变压器 3 主轴油冷系统带油冷机 10 三色灯 4 自动润滑系统 11 清洁 5 外冷系统(水冷) 12 导轨防护 6 齿轮箱C13 13 闽台名扬自动直角头自动分度自动装卸自动拉刀 7 闽台冈田24T刀库 一、 机床主要结构特点: 1. X轴:工作台沿固定床身导轨纵向往复运动。 X轴传动:采用交流伺服电机传动滚珠丝杠传动,带动工作台运动,实现X轴直线运动。 导轨形式:闽台上银四条55型滚柱直线导轨,每条安装8个滑块。 2. Y轴:铣头溜板沿横梁导轨往复运动。 Y轴传动:采用交流伺服电机传动滚珠丝杠传动。 导轨形式:闽台上银两条55型滚柱直线导轨。 3. Z轴:铣头滑枕沿溜板导轨垂直往复进给运动。 Z轴传动:采用交流变频电机通过滚珠丝杠带动主轴箱上下进给运动,并加双杠配重 导轨形式:贴塑滑动复合导轨,主轴箱导轨采用先高频淬火后磨床精磨加工工序。 4.大件: 机床大件包括床身、工作台、立柱、、横梁、铣头溜板、铣头滑枕、铣头。 机床大件均采用树脂砂造型、高强度优质铸铁件。大件毛坯经热时效处理粗加工二次回火,以消除内应力;粗加工后进行充分的时效处理, 以消除加工残余应力;精加工在数控龙门镗铣床上采用自由装夹的方式进行高速轻切削,使机床具有良好的刚性和精度稳定性。 7.润滑系统: 润滑部位 名称 容量 润滑油粘度 备注 恒温系统 主轴组冷却 液压油 20L ISO VG32 根据机床使用情况,建议5000h更换一次 变速箱 推荐品牌(任选) SHELL(壳牌)牌号为:SHELL TELLUS32 长城牌号为:L-HM32抗磨液压油 集中润滑系统 三轴丝杠润滑及线轨、滑动导轨 导轨油 6L ISO VG68 根据机床设置的油位报警信号供给 推荐品牌(任选) SHELL(壳牌)牌号为:SHELL TONNA T68 长城牌号为:L-G68导轨油 8.机床安全、防护装置: (1) 采用标准《GB15760-2004 金属切削机床、安全防护通用技术条件》。 (2) 机床的X、Y、Z三轴传动系统中,均设电气软限位、回零及机械限位多项安全控制装置,保持机床在安全可靠的状态下进行工作, 保证操作人员正常工作的安全。 (3) 床身和拖板采用不锈铁板护罩防护。 (4) 配置工作LED照明灯、标高指示灯。 二、 机床电气部分: 1. 控制装置的工作电源: (1) 工作电源:三相交流380V,电压范围360V~430V;50HZ±2%。若电源波动较大,建议用户配置自动交流稳压装置。 (2) 环境温度:5℃~45℃。 (3) 相对湿度:≤80% 周围空气:在有浓度较高的导电尘埃、灰尘、切削油剂、**溶剂等环境中,机床控制电柜需要置于洁净的恒温房内。 2. 电器配置: 进给及主轴电机均采用日本发那科原厂α电机,系统:日本发那科OIMF一包 三、 随机标准附件: 1. 基础调整垫铁全套 2. 常用工具一套